Based on years of proven performance and experience, EYELA offers a comprehensive lineup of products related to freeze-drying
Recently, freeze-dried foods have become very popular, ranging from vegetable chips and fruits to instant miso soup, soups, cooking ingredients, and even emergency rations. By freezing food or raw materials containing moisture and then removing the water while still frozen, a freeze-dried product is created with its primary components intact. Freeze-drying technology is widely applied to pharmaceuticals and industrial materials, making it indispensable in various fields.
Introducing the freeze-drying process: A look at what happens during operation
Advantages of Freeze-Drying
Compared to drying methods based on evaporation under atmospheric pressure, sublimation via freeze-drying offers several advantages.
Structural changes
Sublimation from a frozen state results in no changes to volume or shape
Preservability
Processing under low temperature and vacuum prevents contamination by oxidation or bacteria, enabling long-term storage
Tissue changes
Minimal change in components; color, aroma, flavor, and nutritional value are also retained
Rehydratability
The porous structure allows water to penetrate easily, providing excellent rehydration and solubility
Tissue changes
Minimal change in components; color, aroma, flavor, and nutritional value are also retained
Principles of Freeze-Drying
Freeze-drying is a method where moisture in a sample is frozen below the freezing point (eutectic point), and the moisture is then removed and dried through “sublimation” while maintaining that frozen state.
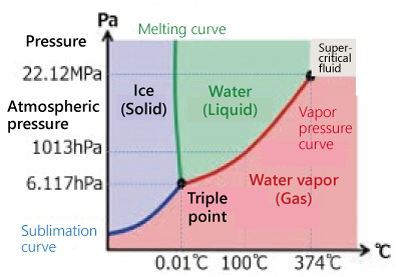
While water boils at 100°C at atmospheric pressure (1013 hPa), its boiling point decreases as the pressure is lowered. If the pressure is reduced to 123 hPa, water boils at 50°C; at 6.1 hPa, it boils at 0°C. Since 0°C is also the freezing point, water reaches a state where it “boils while remaining frozen.”
In contrast to general drying, which involves “evaporation” from liquid to gas, freeze-drying is a drying method that involves “sublimation” from a solid (ice) to a gas (water vapor). During sublimation, the sample temperature remains at approximately -30°C.
The figure on the left shows the state of water. The point where solid, liquid, and gas coexist is called the “triple point,” which occurs at a temperature of 0.01°C and a pressure of 6.117 hPa.
Under atmospheric pressure, water changes from ice (solid) to water (liquid) to Water vapor (gas). However, at pressures below the triple point, it can be seen that the state changes directly from solid to gas (sublimation) without passing through the liquid phase.
Steps of Freeze-Drying Process
1.Pre-freezing
The process of freezing the sample in advance.
The sample is sufficiently frozen using a low-temperature water bath or a freezer. Generally, pre-freezing is performed at temperatures between -80 and -30°C. This is a critical pretreatment step that determines the success or failure of lyophilization.
2. Primary drying
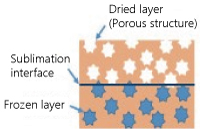
The process of sublimating and drying the frozen sample under a high vacuum.
Sublimation initially begins from the surface of the sample, then proceeds at the interface between the dried and undried portions within the sample. Sublimation occurs slowly over an extended period.
3. Secondary drying
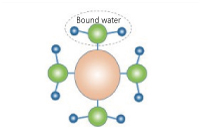
The process of removing ※bound water as a final drying stage after primary drying.
At this stage, the sample is heated to approximately 30°C to increase the degree of dryness under a high vacuum, similar to the primary drying process.
※ “Bound water” refers to the water within a substance that is chemically linked to its constituent molecules through hydrogen bonding.
Reduces the pressure within the system to promote sublimation.
Freezes the vessel containing the sample in advance.
In addition, vessels, adapters, and piping materials are required. You can freely select the desired configuration to suit your application.
By using a pre-freezing bath and a pre-freezer, the surface area of the liquid inside the freeze-drying flask can be increased, allowing for efficient freezing.
Selection Points for Freeze Dryers
The following three points are key factors in determining the configuration of a freeze dryer.
1.Sample Properties, Shape, Vessels, and Throughput
Whether the sample is solid or liquid, its corrosivity, and the type of vessel used will determine the loading method and the necessary equipment (manifolds, drying chambers). The number of vessels and the choice of components change based on the substance, application, and throughput. Depending on the physical properties, a specialized vacuum pump may be required.
2. Dehumidifying Capacity
This refers to the amount of moisture that can be frozen and collected by the freeze dryer in a single freeze-drying cycle, which depends on the cold trap’s shape and size. If samples containing moisture exceeding the capacity are loaded, drying time will increase, and the final quality may deteriorate. Furthermore, moisture that cannot be captured by the cold trap will be drawn into the vacuum pump; in oil-sealed pumps, this causes oil degradation and can lead to equipment failure.
3. Cold Trap Cooling Temperature
To collect vapor under vacuum, the cold trap must be cooled below the freezing point of the gas at that specific vacuum level. Generally, traps are available in -45°C and -80°C. A lower trap temperature promotes sublimation, resulting in a dried product with lower residual moisture content.
Operating a freeze dryer requires peripheral equipment and parts in addition to the main unit, so please consider the system as a whole. EYELA provides reliable systems that strongly support various laboratories and manufacturing processes. Please refer to the combination guide in our catalog for more details.
Selection Points for Vacuum Pumps
In freeze-drying, a high vacuum level of approximately 2 Pa to 30 Pa is required to promote sublimation.
Oil Rotary Vacuum Pump
Dry Vacuum Pump
Vacuum level
High vacuum in the range of several Pa from atmospheric pressure
Maintenance required
Regular oil changes required
Maintenance every three years
Equipment noise
Economical initial cost
Higher cost compared to oil types
Power supply
Lineup includes both AC 100V and three-phase 200VAC specifications
Wide-range input power supply compatible with both 100VAC and 200VAC
Others
Odor from oil vapor
Odor from oil vapor No oil changes required
Merits
This is the most efficient type of vacuum pump among those with a simple structure that is easy to handle, capable of high pumping speeds, and operational from atmospheric pressure. It offers low initial cost and is widely used in a variety of fields.
This is a non-contact type vacuum pump that does not use oil for sealing the exhaust flow path. It provides a clean vacuum without the risk of oil back-streaming or diffusion. Furthermore, it is easy to handle and requires no periodic maintenance such as oil replenishment or replacement.
Product configuration
Features
Ultimate vacuum (Pa)
Vacuum level during freeze-drying (Pa),
Displacement (50/60Hz) L/min
Model
Cat. No.
Oil rotary vacuum pimp
Low cost Pump parts are subject to rust and corrosion due to contamination with acids or water. Oil mist is dispersed into the surrounding area. Oil change and disposal are required approximately every 250 hours.
0.67
3 to 30
50/60
GLD-051
190840 (100VAC) 190848 (220VAC)
135/162
GLD-137CN
270580 (100VAC) 270588 (220VAC)
200/240
GLD-202BN
270600 (100VAC)
Oil rotary vacuum pump + Oil mist trap
Corrosion-resistant treated pump Prevention of oil mist dispersal Oil change and disposal required approximately every 250 hours
50/60
GCD-051X
190850 (100VAC) 190858 (220VAC)
135/162
GCD-136XN
189160 (100VAC) 189168 (220VAC) 189170 (200VAC)
200/240
GCD-201XN
189190 (100VAC) 189180 (200VAC)
*Oil Mist Trap: Captures oil smoke and mist from the exhaust air of an oil rotary vacuum pump using an internal filter to prevent dispersal.


 Introducing the freeze-drying process: A look at what happens during operation
Introducing the freeze-drying process: A look at what happens during operation